高可靠集成电路封装技术研究
摘要: 针对半导体模拟集成电路内部水汽含量大,不能满足装备对集成电路长期可靠性要求的现状,对陶瓷熔封金属储能焊封两种封装技术进行了系统分析,针对可能导致器件内部水汽含量增大的主要原因,进行工艺研究,实现了有效控制器件内部水汽含量的预定目标,使封装器件内部的水汽含量由10000—5000ppm提升到5000ppm以内的水平,大幅度提升器件封装的可靠性。
关键词:集成电路封装;陶瓷封装;内部水汽含量;解决措施;结果验证
引言:
内部水汽含量是陶瓷封装及金属封装集成电路的主要控制参数,如果水汽含量过高,如大于10000ppm以上时,会对集成电路的长期可靠性产生严重的影响,导致器件内容短路、漏电、烧毁等失效现象。在装备可靠性要求较高的场合,要求器件封装内部的水汽含量控制在5000ppm以内,如何实现这一目标,是研究的主要课题。为此,在工艺改进、设备改进、系统控制等方面作了充分、详细的策划,以储能焊系统、陶瓷熔封系统、解决水汽措施为核心展开技术研究。
一集成电路封装的概念
集成电路的芯片封装,实际上就是利用膜技术以及微细加工技术,将芯片以及其他因素布置固定以及粘接连线在特定的框架和基板上,通过引出接线端来达到可塑性等,构成整体的立体结构的工艺。晶体管的问世和集成电路芯片的出现,让电子工程有了更加坚实的发展基础,这些半导体的原件性能都较高,并且在规格以及功能方面都能满足多样化的需要。但是因为这些元器件细小易碎,所以需要对其密封扩大来保证它们功能的充分发挥,这就是封装技术的由来1。为了完成保护芯片不受或者少受外界坏境的影响,并且为之提供一个良好的工作条件,让集成电路更加稳定和正常的发挥功能的目的,需要不断发现和解决应用中的问题优化具体的技术封装技术实际上就是芯片的--种保护方式,人们平时看到的各种电子设备注入计算机以及通信设备等等,其实都是苔经过封装技术处理之后的芯片作为支持的重要元件的,窗为没有封装的集成电路的芯片一般是不能直接使用的,不仅效率低而且危险性较大。
二 用于集成电路封装存在的问题
1内部水汽含量水平现状
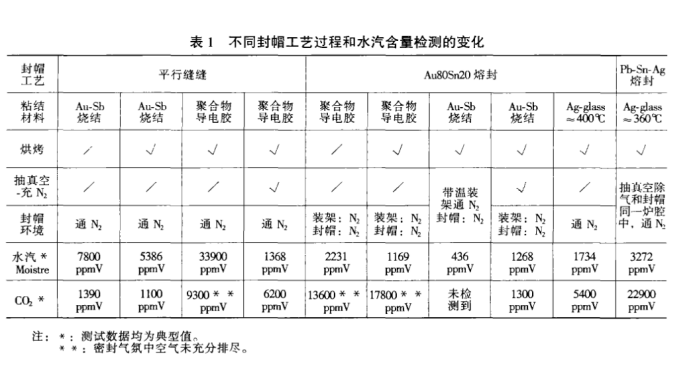
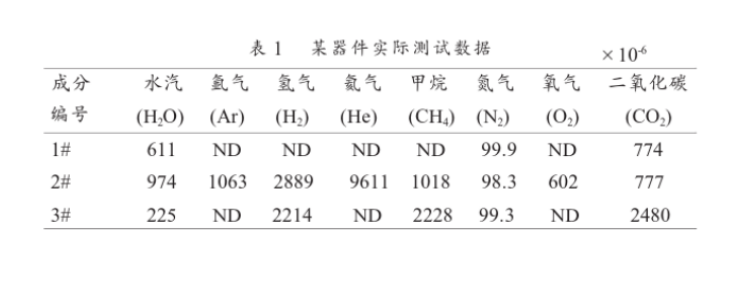
近年来,由于市场竞争的十分激烈,质量及可靠性是决定市场取胜的必要因素之一,客户要求越来越高,明确要求器件封装内部的水汽含量控制在5000ppm以内。不少人在内部水汽含量控制方面作了不少努力,如在封装前增加烘烤,采用充N2封装等,但对控制效果- -直没有作系统的定量评价。为了准确地了解现行封装工艺对内部水汽含量的控制效果,对主,对市场上购买的产品进行了内部水汽含量测量。测量结果见表1。
测量结果表明:普通产品的内部水汽含量在0000ppm—50000ppm之间分布,其典型值在35000ppm附近,与≤5000ppm标准要求相比,相差甚大。
2原因分析与研究
2.1内部水汽含量大的原因分析
根据测量结果,结合陶瓷熔封的链式烧结系统、储能焊封装的HA-8型系统,开展了相关原因分析和验证活动,基本确定了导致器件内部水汽含量高的主要因素有以下几个方面:
2.1.1两个独立封装系统中存在的共性因素
(1)封装产品均采用国产环氧型导电胶(DAD-87)作为芯片的粘结剂。这类粘结剂中的各种有机物在现行工艺尤其是封装前的预处理工艺中不能充分挥发,在封装以后的各种老化、筛选过程中,体内的有机物逐渐溢出(挥发) ,这些有机物在某种应力(如温度、电应力等)的作用下产生电化学等反应,有的形成水汽物质,从而导致了器件腔体内水汽含量大量增加。
(2) 充N,封装未起到干燥腔体、减小水汽含量的预期效果,主要原因是=“高N,”实际达不到99.99%的纯度要求,且不稳定,有的瓶装N2的水汽含量测量值竞大于100ppm。
2.1.2储能焊封系统的影响因素
HA-8型储能焊设备仅采用红外烧烤箱对封装前在制品进行干燥,不会降低水汽相对比例,是- -种 “假干”现象。同时,经预处理的待封装产品在移至操作箱的过程中,不可避免地要与大气交换;在戴帽的情况下充N2 (操作箱内呈正压状态)过程中,势必发生交换不畅的现象。
综上所述,有效控制器件内部水汽含量,使之,达到攻关目标,问题集中在如何解决以下问题:在使用导电胶粘结材料中,必须研究并确定“稳定性烘烤”的最佳工艺,为经烧结后的导电胶中的挥发性有机物提供释放空间是关键。建立具有保持预烘效果,封装环境干燥度得到有效保障的充N2封装系统是重要的。
2.2技术攻关措施
2.2.1陶瓷熔封系统
根据分析结果,认为:要有效控制陶瓷熔熔封器件内部水汽含量并使之保持在≤5000ppm,在其他条件不变的前提下,采取如下技术措施是比较合适的:
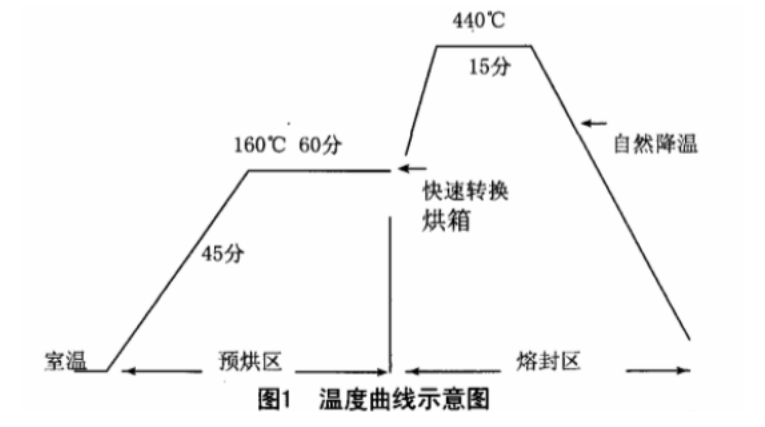
(1)结合芯片剪切力攻关,采用新的粘结剂(低溶玻璃烧结),在芯片烧结过程中,适当地控制预烘温度的升温速度,为给玻璃的调和剂(松油醇)提供-一个充分的挥发条件:见温度曲线示意图(图1)
(2)在封盖烧结之前,至少提前2小时对链式烧结炉的所有温区通高纯N,确保烧结过程(温度建立区、软化区、烧结区、稳定区)始终处于N2,气保护之下。
(3)对Nz水汽含量进行严密监视,对封装用的高N2,采取逐瓶测量的措施,确保大于10ppm的瓶装N2不用于封装。
2.2.2储能焊封装系统
在其他条件不变的财政部下,采取如下技术措施是比较合适的:
(1)N;水汽含量必需小于10ppm的,烘烤时间≥48小时。
(2)采用充氮抽真空烘箱进行烧烤,并与HA-8储能机操作箱连为一体。.
(3)确定产品经稳定性烘烤转入封装系统后,在充N2和125C条件下至少烘烤4小时才由密封门进入操作箱进行封装操作。
2.2.3关键技术
采用电子除湿技术,达到了操作箱24小时长期干燥控制,使该环境始终处于5%RH以下水平。确保操作箱和洁净烘箱两大系统“密封性”对接难题。经过4小时烘烤后转入操作箱的过程中,不产生与外环境接触的机会。
3.1水汽对器件和电路的危害
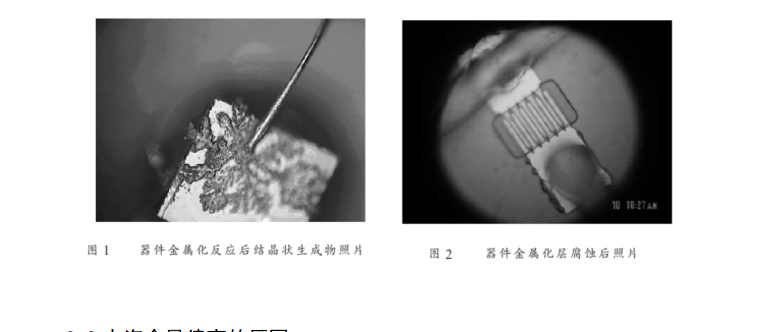
水汽含量较高时对半导体器件和电路有以下两个方面的危害,一是电性能不稳定﹐且表现出与温度关系明显。从机理上分析﹐若器件内部水汽含量较高﹐在温度较低时﹐水汽会在芯片或电路表面结露(结霜),造成产品的漏电流增加﹐参数超差﹐甚至失效。我们曾测试过一批小功率的器件﹐22℃下测试集电结的漏电流(ICBO)时合格﹐但当温度在10℃左右时﹐出现漏电流蠕变﹐指标不合格。进一步测试发现﹐发现ICBO随着环境温度的降低而明显增加﹐整批产品报废。二是造成产品的可靠性差。在器件和电路中,芯片与外引线连接是采用细的金线或铝线(直径18um~508 um)键合的方法形成互联。从理论上讲﹐完全的单金属化系统当然好﹐但由于技术和成本的原因﹐大量的半导体器件和电路的键合引线与键合点分别采用不同的金属类型,出现所谓的双金属接点。对于这种情况﹐为了保证实现双金属结合系统可靠连接﹐半导体器件和电路的水汽含量必须很低方可实现(4)。较高的水汽会对Al系统造成腐蚀,导致电路开路。当芯片或电路内存在污染物时﹐在较高的水汽含量下﹐污染物会在水汽的作用下形成电解液﹐发生电化学反应﹐使器件和电路的多层金在研究中发现﹐器件在储存一段时间后﹐由于水汽和芯片生产过程中残留物质的共同作用﹐发生的电化学反应不同的金属发生电化学反应后﹐产生不同的结晶状生成物﹐含钼的金属化系统形成“剑兰状”生成物、含钨的金属化系统形成“灵芝状”生成物、有镍的金属化系统形成“雪花状”生成物﹐最终导致器件发射结正向压降(Vpa)增大、结特性退化、甚至导致器件的开路或短路事例发生。图1所示为器件金属化反应后结晶状生成物照片﹐图2为器件金属化层腐蚀后照片。
3.2水汽含量偏高的原因
造成产品内部水汽含量较高的原因主要有以下三方面因素:一是封装材料壳体的密封性能差﹐如封口、玻璃绝缘子或盖板漏气﹐致使周围环境中的水汽渗入壳体内;二是预烘焙不够充分或封帽时控制不当,使封帽后壳体内材料吸附的水汽释放出来﹐或封帽时已经引入了较多的水汽;三是封帽时氮气的纯度不高导致水汽含量不合格。
解决方法
1降低水汽含量的措施
针对造成水汽含量偏高的三个原因﹐分别采取以下相应措施。
1.1封装原材料的控制和选择
管壳封装材料的好坏直接影响到壳体的密封性﹐从原材料的进厂检验到加工工艺过程控制至关重要﹐选用密封性能好的金属陶瓷管壳或金属玻璃管壳﹐同时对管壳进行严格的质量一致性检验和检验验收工作﹐控制好封装原材料的质量。
1.2封装工艺过程的水汽含量控制
首先﹐对等待封帽的产品进行高温烘焙。高温烘焙既能稳定产品的电性能﹐还有去掉产品中挥发性气体(包括水汽)的作用。烘焙必须包括所有的待封装的物品如:壳体、盖板、封装工具等。如果湿气去除的不彻底﹐那么封装后产品的水气含量就不会满足质量要求。烘焙可以在充高纯氮气或抽真空烘箱内进行﹐也可以二者结合进行﹐以真空为主﹐但要周期性地用氮气清洗。烘焙的温度越高﹐效果越好,一般不低于125 ℃,根据器件和电路使用的材料质量、性质和工艺﹐在不影响器件和电路性能及可靠性的前提下﹐尽量提高温度﹐以达到更好的效果。
真空度一般要求在6.8 Pa以下﹐时间在8 h以上。一般温度越高﹐真空度越低﹐时间越长效果越好。不同的产品需要反复进行试验才能确定具体的工艺条件。真空排湿10 min相当于用氮气冲洗2h﹐真空加速了干燥﹐确保将氧气和湿气从产品表面吸出。
其次﹐对封帽条件进行严格控制。通常封帽的方式有三种,一是平行缝焊﹐二是使用焊料封口环的钎焊﹐三是储能焊。针对不同的封帽形式采用不同的改进措施。对于平行缝焊﹐需要在预烘焙后﹐将待封帽的物品移入平行缝焊机的干燥箱内﹐在干燥箱内再进行几个小时120℃左右的二次烘焙﹐根据不同的产品确定不同的烘焙条件﹐之后完成封帽。平行缝焊机必须保证密封﹐内部充有高纯氮气﹐压力在一个大气压以上,以保持正压使空气不能进入机箱内,氮气的水气含量控制在×10以下。对于使用焊料封口环的钎焊﹐需要在预烘焙前将壳体、环及盖板组装好﹐一起放入烘箱内﹐在完成烘焙后﹐将高纯氮气注入烘箱内;取出待封品﹐在炉口的入口处用高纯氮气冲洗10 min左右,即可推入炉内封帽。能焊的封帽方式参照平行缝焊进行。在封帽时﹐氮气的流速也要加以控制﹐因为预烘焙转移过来的待封帽品在转移过程中又吸收了湿气,这部分湿气需要在随后的过程中用高纯氮气冲洗掉。在随后的过程中待封装物品会重新吸收来自高纯氮气内的水汽﹐并且会随着时间的延长而增加所以要求待封产品从预烘焙烘箱内取出﹐到完成封帽应该在12h之内完成。
1.3、对封帽用惰性气体的控制
对于封帽时氮气的纯度不高的第三条原因﹐应采取改进设备的方法﹐以提高氮气的纯度。当氮气传输管道离封帽设备较远时还应进行就近二次纯化,封帽时用露点仪实施监测氮气的露点。
2吸附(束缚)性水汽的去除
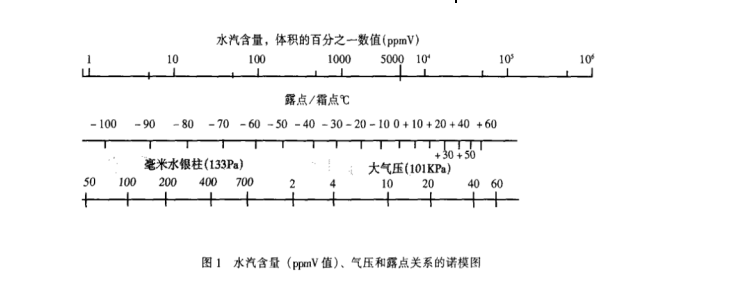
要想使封装内部吸附(柬缚)水汽极少,首先要尽可能地使用低含水量和不易吸湿的材料,如装片材料用聚合物导电胶取代环氧树脂导电胶、玻璃烧结改用银玻璃烧结、不采用玻璃作密封结构的管壳、不采用玻璃作封口材料、不使用致密度差的壳体材料,尽可能采用合金焊料烧结装片等;其次要让使用的封装材料(如管壳、粘结芯片的胶(膏)、低温玻璃等)在贮存、使用过程中防止水汽被吸人﹔再就是用于作芯片粘结材料的有机粘结剂要充分固化,避免未固化的材料再有水汽等有害物的产生,如合金封帽时的温度较固化温度低40℃以上等。但只靠以上几点是不能控制吸附的水汽的,因为在工艺过程中吸时的水六定g刚豳件醇防止水汽重要因素之一。去除了吸附水汽的器件要防止水汽的再吸附,这一点许多生产单位未有足够认识。在实验室中,将预先真空烘焙的陶瓷片(降至室温)暴露于实验室正常空气中Ⅰ秒钟,就会引人约1.5%的相对湿度,而这些湿度足以使露点温度大约漂移到-30℃!参见图1。
在实际生产中,去除吸附的水汽常用方法就是加热烘烤,有条件的可在真空-充氮烘箱中进行,真空有助于毛细孔隙中的水汽的排出,但在降温后取
出前,器件需充水汽含量极低的高纯N。较好的方法是烘烤除湿气和密封工序在同--密封台内完成。如封帽工序和烘烤除水汽工序不是在同一个密封台中完成,应将烘烤到时间的待密封器件在未降温时,即转移到封帽密封台中。金属、陶瓷等一般在180℃烘烤2小时就能达到去除吸附水汽的要求,时间过长不仅影响生产效率而且对器件没有任何好处;但对低温玻璃或易吸水的疏松材料粘结芯片、低温玻璃熔封的器件(包括陶瓷-玻璃盖板)需250℃烘烤⒉小时以上,因束缚在玻璃中的自由水分子需要较高的解吸能才能解吸并从内部扩散出来。尤其需要说明的是,银玻璃烧结装片器件的内部水汽含量较高,参见表1,这是以下几方面原因造成的:①银玻璃膏在干净的空气中烧结时,有水汽生成,而这些水汽被包裹在粘结层中,在测水汽含量的烘烤时会慢慢排出,最典型的是烧结中生成较多的CO,测得器件的内部CO。含量是其它材料装片的20倍左右;②玻璃粉末在加工等过程中吸收的-些水汽,尽管这些水分经加热可将其排除,但并不可能彻底排除干净;③烧结后的银玻璃粘结层表面并不致密,比表面积较大,在键合、封帽等过程中吸入水汽。采用Au80Sn20等焊料封帽的,封帽过程中需对器件整体加热,去湿气可利用封帽设备而不必再单独烘烤。还可采用负压(真空)密封工艺(内部压强低于一个大气压的器件,在检测时应告知内部压强,压强过低的器件,GJB548A、GJB33A的判据不适用!,这样,亦可使器件的露点降低,从而提高器件的可靠性,但这需密封器件有足够的机械强度和足够厚的密封壁,尤其封口等最薄处,漏气极易发生在结构薄弱处。参见图1。
3密封时环境气氛中的水汽控制
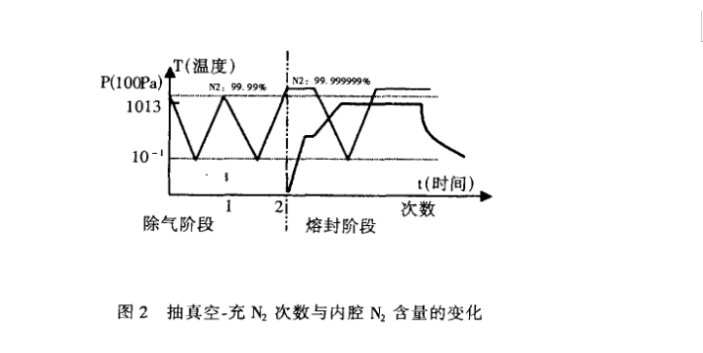
对于采用器件不整体升温的密封工艺(平行缝焊、贮能焊、激光熔焊等),其操作环境对器件内部水汽含量影响尤其明显。在正常情况下,我们封装的器件在常温下内部气压均有一定的压力,平行缝焊、贮能焊等均为常压,而Au80Sn20、Pb-Sn-Ag焊料封帽的器件除非封帽设备带压力调控系统的外,在封帽后内部气压均低于101kPa ( 51kPa左右),且高温密封有利于降低内部水汽含量,因300℃以上的封帽高温不仅能很好地使水汽排除而且此温度下气氛中的水汽含量很低。因此,对内部水汽含量要求不是特别高的器件,用Au8OSn20等合金封帽时常在通氮气的链式炉中进行。表1中有两种封帽条件下的内部CO,含量分别达到1360OppmV和17800ppmV,表明空气未被赶尽,而内剖水汽含量亦只有1849pprnV和1169ppmV;这说明在其他条件相同,器件整体加热(包括环境气氛)封帽的密封内部水汽含量较不整体加热的要低很多。密封件在链式炉中从常温升至熔封的时间较长,能充分排除吸附的和环境气氛的水汽,参见表1。而采用气密性封帽炉进行封帽,如果采用长时间烘烤周期,则会降低生产效率,故在生产中,为缩短除水汽的时间而常常是边加热边真空和通高纯N。对于平行缝焊、贮能焊、激光焊封帽等,若设备不带除湿气系统(如真空系统、加热、充氮气)以及操作台密封差,可将操作台密封,并通氮气,用温湿度仪监测(测量显示相对湿度不大于Ⅰ个最小刻度或数字),密封台内保持正压,阻止外部高湿度的气体渗人,所充氮需是水量低的管道(或瓶装)高纯N,一般管道氮气均能达99.9999%,水汽含量在5ppmV以下,露点在69℃以下。生产中发现很难保证每批均通过水汽含量检测,经过比和多次排除试验,发现是密封台内的水汽极难排尽,吹进的N只是与密封台内的气氛混合后排出一部分,以及密封台不良,使外部高湿气体与密封台内的气体在不断相互扩散,要保证水汽含量低,所通氮气必须不能关断。如长期给操作台通氮,经济上不合算,可将装配好的件在真空烘箱中抽真空-充高纯N,除气3次以上,含较高湿气的内部气体会被极低水汽含量的高纯氮所交换替代,一般情况下,若内部气氛中N含量在99.99%以上,内部水汽含量自然低,参见图2。
抽真空-充N的时候,注意防止再充N时真空泵、阀有废气倒灌而造成内部气氛被污染,这些均对器件的可靠性等有不利的影响。因机械泵均有返油气现象,除非是干泵。
4密封缺陷渗人的水汽
密封缺陷主要是盖板密封口的机械强度差或密封面存在薄弱处,这些缺陷容易在机械应力(如恒定加速度、变频/扫频震动、检漏加压等)、腐蚀等条件下形成漏气孔,在温度变化时,芯腔内外存在压差,水汽等极易“呼吸”进人芯腔。如若漏孔被腐蚀物等堵塞,检漏时又不能将此漏气器件剔除,则在常温测试器件的内部水汽含量时,会发现其内部水汽含量超出正常值,故筛选、考核试验中须防止器件被沾污,器件表面有异物的,在做检漏前一定要作漏孔恢复。另外,焊缝处一定不允许涂覆保护性的涂层,保护性涂层不仅对氦质谱检漏造成误判(因涂层吸附氦,检测时易将不漏的器件判为漏气)而且会将漏气的判为不漏的(氟油粗检时,因漏孔被堵而检测时易误判为合格)密封口机械强度差的,一般多为平行缝焊,尤其腔体相对较大的而盖板仍为0.1 ~0.12mm厚,盖板因机械结构强度差(平行缝焊宽度一般只有0.3mm左右)而在外界应力作用下将焊缝薄弱处撕裂出微细的缝,甚至粗检(氟油检漏)时盖板被“爆开”。为保证平行缝焊的机械强度,应采用中间加厚而边缘薄的T型盖板(腐蚀加工而成)。对于合金焊料封帽,为保证气密性及其可靠性,在选择盖板厚度和合金焊环宽度留有足够的冗
余量,工艺中要进行严格的控制,缺陷多数是在加工工艺中造成的。封接面强度差(封接面宽度小)或有薄弱点,一是焊料与管壳和盖板封接面未完全浸润造成;二是封接面焊料(在温度降到熔点以下前)被芯腔内粘结材料等分解产生的气体将焊料排挤而使封接面变窄,甚至形成漏气孔;三是焊料在焊缝处未能形成完整平滑“弯月面”,硬焊料Au80Sn20焊缝存在着断点等缺陷,易在外力作用下扩散成漏点。上述缺陷主要由以下原因造成:①管壳镀层存在氧化层(物)、镀层中有有机物;②用Ag-glass装片烧结时,因金镀层厚度不足,镀中镍等被氧化气氛所氧化;③导电胶在固化时,有机挥发物淀积在封接面上;④合金熔封时,气氛中氧化气氛重,N含量偏低,气体流量小(为熔焊料提供的表面能小);⑤在操作过程中引入的沾污,如汗渍﹔⑥导电胶等粘结材料耐高温和热稳定性能差,在高温封的时候发生热分解或释放出低分子气体。在生产工艺加工过程中,对上述问题进行有效地监测,并加以解决,一定能保证密封器件密封成品率高、气密性好。
5其它
(1) Ag-glass装片烧结的器件内部水汽含量较其他材料装片的要高,但这并不能说明Ag-glass装片的器件长期可靠性差。因Ag-glass粘结层内部有有机运载剂燃烧排出时留下的极其微细的孔隙,使粘结玻璃具有很好的吸湿能力,银玻璃的吸湿能使芯腔内的水汽很低,故而Ag-glass被广泛地使用。若要Ag-glass装片烧结的器件内部水汽和CO,含量也较小,可提高Ag-glass烧结温度和适当延长烧结时间,但这会对镀层产生极为不利的影响,并影响封帽质量,因而需慎重。我们将表1的Ag-glass装片的烧结温度提高40℃,其器件的水汽含量均在
100OppmV,但封帽的外观质量达不到合金焊缝无断点的要求,封帽气密性成品率亦低于99.99%。
(2)我们在有效控制密封器件的内部水汽含量的同时,还需控制内部的氧化性、还原性气体以及封装内腔的离子,这些亦具有相当的危害性。
(3)水汽含量测试前,需对器件作漏孔恢复,通过气密性检测(GJB548A-96方法1014AGJB128A-96方法1014A),否则根据测出的结果会将使用中内部水汽含量超标的器件判为合格,从而造成质量的失控。
五 结果验证及结论
1结果验证
(l)建立了一个有效控制器件内部水汽含量的封装系统。经封装系统的技术研究、工艺研究,无论是陶瓷封装和金属圆形封装产品的内部水汽含量从设备系统能力和工艺合理化等方面得到了保障。
(2)试验结果达到了预期目标。表2是黑陶瓷封装产品(1302~1309)水汽含量的检测数据统计表,表3是金属圆形封装产品
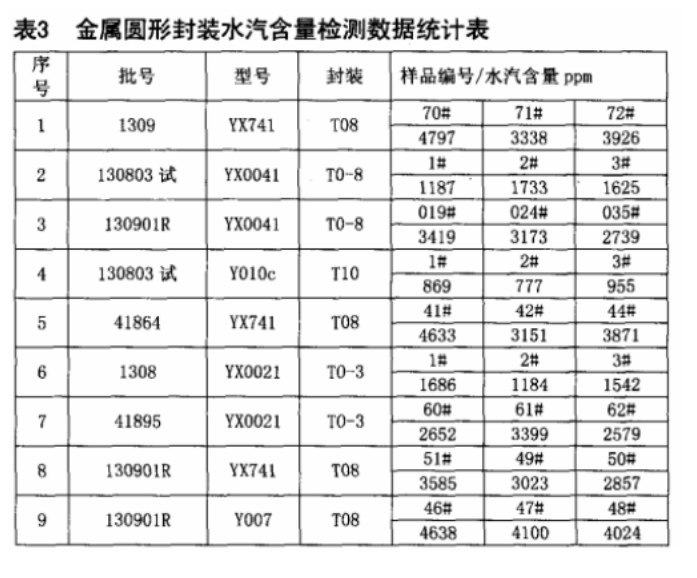
(1306—01309)水汽含量的检测数据统计表。
大量数据表明:经技术研究及改进后的两种封装形式的产品,其内部水汽含量得到了有效控制,其波动幅度在800ppm~5000ppm之间。
(3)通过技术攻关﹐反复试验﹐优化工艺条件﹐我们封装的器件和电路的内部水汽含量达到了较好的水平,从连续一年生产的几十批产品抽测结果来看﹐不仅水汽含量低(一般小于×10),而且稳定性、一致性好﹐提高了产品的可靠性。表一为某产品的实际检测结果。
2结论
(1)将原封装的粘结剂改为低熔玻璃材料和对各烧结过程的严格控制,以及适宜的工艺组合,获得了稳定、可靠地控制封装产品的内部水汽含量,达到了≤5000ppm的攻关要求。
(2)在稳定性烘烤方面,对经充分预烘后的产品在封装;时的各种影响因素得到有效控制,确保了产品在充分干燥和N2环境中完成封装,有效地控制了封装产品其内部水汽含量≤5000ppm的水平。
(3)通过多次反复试验、验证活动,产品质量一致性、重复性满足预期要求。
参考文献:
[1李可为.集成电路芯片封装技术(第2版)[M.北京:电子工业出版社,
2013:43-52.
[2]周良知.微电子器件封装-封装材料与封装技术,[M.北京:化学工业
出版社,2006:61-68.
[3] 张秀霞.半导体器件和集成电路水汽含量控制的研究[J].电子工业专用设备,2009(04):52-54+56.
[4] o.D,图雷蒲。半导体器件工艺手册,北京:电子工业出版社,1987
[5] 曹昕. 集成电路封装技术的现状和未来[J]. 数码世界, 2018, 000(003):140-141.
[6] 张知. 高可靠集成电路封装技术研究[J]. 无线互联科技, 2014(8):194-195.
龙乐. 国内外集成电路封装产业评述[J]. 电子与封装




