碳化硅(SiC),碳化硅晶片的主要应用领域有LED固体照明和高频率高功率器件。该材料具有高出传统硅数倍的禁带、漂移速度、击穿电压、热导率、耐高温等优良特性,在高温、高压、高频、大功率、光电、抗辐射、微波性等电子应用领域和航天、军工、核能等极端环境应用有着不可替代的优势,特别是现在被大家广泛使用的电动汽车领域和快充领域。因此被称为第三代半导体材料。(四川半导体微组装设备公司)
而晶圆切割是半导体功率器件制造中的非常重要的一环,切割方式和切割质量直接影响到晶圆的厚度、粗糙度、尺寸及生产成本,更会对功率器件制造产生巨大影响。
碳化硅(SiC)作为第三代半导体材料,其高质量的结晶碳化硅(SiC)的生产成本非常高,大家都希望将一个大的碳化硅(SiC)晶锭切成尽可能多的薄碳化硅(SiC)晶圆衬底,同时晶圆尺寸这几年不断增大(目前主流量产已经到8寸晶圆,下一步就是12寸晶圆),这些都对切割工艺的要求提出了更高的标准。
但是碳化硅(SiC)材料的硬度极高,莫氏硬度为9.5级,仅次于世界上最硬的钻石(10级),同时又兼具晶体的脆性,非常不易切割。因其材料的特殊性和稀有性,价格非常昂贵,目前一片8寸的碳化硅(SiC)晶圆片,动则几万元/片,一旦切割报废,工厂损失巨大。(四川微组装设备贴片机)
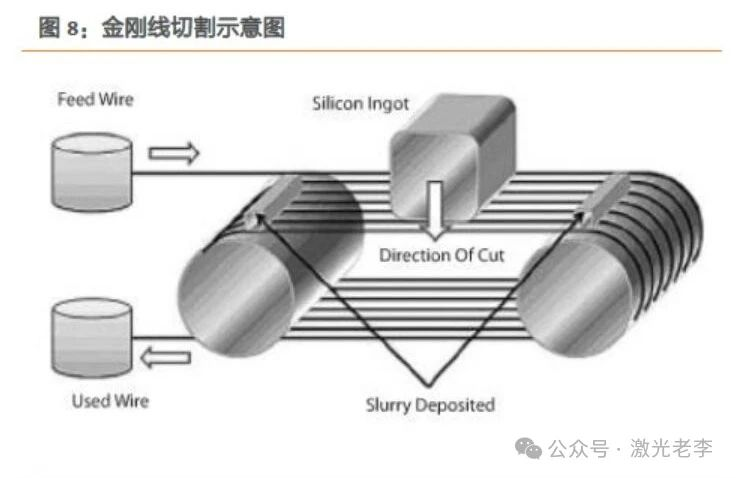
(1)、金刚石线切割
金刚石线切割机是采用金刚石线单向循环或往复循环运动的方式,使金刚石线与被切割物件间形成相对的磨削运动,从而实现切割的目的。金刚石线一般由金刚石微粉和钨钢结合而成,因金刚石的硬度为10,而碳化硅(SiC)的硬度为9.5,采用往复磨削运动,才能勉强实现切割。
采用金刚石线切割,切割时在碳化硅(SiC)晶锭的表面进行等间距的固定线锯,通过拉伸金刚石线,从而切割出碳化硅(SiC)晶片。用金刚石线切割的方式,从直径为6英寸的晶锭上分离晶圆大概需要100小时以上,切出来的晶圆不仅切口比较大,表面粗糙度也较大,材料损失更是高达46%,切缝过大,一般都在200μm以上,且金刚石线非常容易磨损,这增加了碳化硅(SiC)材料的使用成本,也限制了碳化硅(SiC)材料在半导体行业的发展。
近年来,随着激光切割技术的不断发展,在半导体材料的生产加工过程中也越来越多。而钻石切割,已有广泛的原始激光加工的应用,通常采用532nm的绿激光进行切割(一般采用绿光激光器+切割头+XY平台运动的激光切割方式)。而蓝宝石及硅晶圆的激光隐形切割技术及超快激光器(皮秒、飞秒)的快速发展,让碳化硅(SiC)切割技术也有望快速解决。
受此启发及超快激光器(皮秒、飞秒)的这几年飞速发展和应用,衍生出了此种激光加工碳化硅(SiC)晶圆的激光加工方式。
这种激光加工方法的原理是使用聚焦后的激光束从材料表面或内部作用于材料本身,从而将其分离。由于这是一种非接触式激光加工工艺,避免了刀具磨损和机械应力的影响,因此,可以极大提高晶圆切割表面的粗糙度和精度(一般为±1μm),还大大减少了后续抛光研磨的工艺,不仅减少了材料损失,从而降低了成本,并减少了传统研磨和抛光工艺造成的环境污染。
此种激光切割技术已经应用于硅(Si)晶锭的切割和石英材料的切割(主要应用在滤光片行业的激光切割和裂片工艺),但在碳化硅(SiC)领域的应用还未真正完全成熟。
(2)、水导激光切割(四川半导体设备清洗设备)
水导激光(Water-jet guided laser),最早由瑞士Synova西诺瓦公司基于传统钻石切割的应用上开发的一款激光切割机,该激光切割机目前受限与某国对我们的制裁和管控,主要是超小喷嘴(50μm)和高功率绿光激光器(200W以上)的管控。
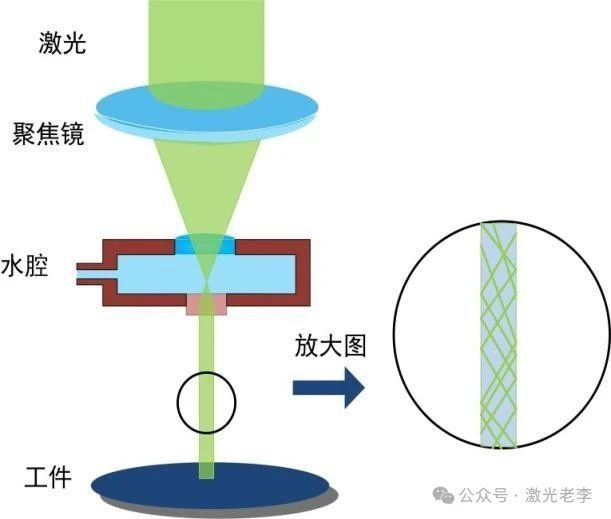
水导激光切割技术,又称激光微射流技术,它的原理是在激光通过一个压力调制的水腔时,将激光束聚焦在一个极小的喷嘴上,从喷嘴中喷出高压水柱,在水与空气的界面处由于折射率的原理从而形成激光的传导,使得激光沿水流方向运动,从而通过高压水射流引导加工材料表面进行切割。目前国际上主要的激光水柱集中在150mm-200mm左右,对大尺寸的碳化硅(SiC)晶圆切割,还有一定的技术瓶颈,但是,6寸以内的已无技术瓶颈。
水导激光的主要优势在于切割质量(切割端面的粗糙度),水流不仅能冷却切割区,降低材料热变形和热损伤,还能带走加工碎屑,相较金刚线切割,它的速度明显加快,且端面粗糙度普遍集中在Ra<1μm范围内。但由于水对不同波长的激光吸收率不同,目前最主要的应用是532nm的绿激光,即使使用绿光激光器,其传导率也基本上只有40%的激光功率。
水导激光主要是瑞士Synova西诺瓦公司在专门从事水导激光的研发和产业化,在国际上目前处于技术领先地位,现在的喷嘴可以做到50μm的程度,且已实现国内的销售,但是,售价不菲。
国内技术相对晚了几年时间,国内主要是东北院系的哈工大和长春理工、西安的西工大等高校在积极研发,目前可实现产业化的喷嘴是80μm,并有望在近几年实现校企合作的产业化,如哈工大产业化的哈焊研究院、西工大产业化的晟光硅研等。
(3)、激光隐形切割(激光隐切)
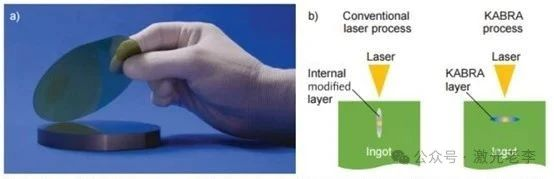
激光隐形切割(Stealth Dicing, SD),也叫激光隐切,即将激光透过碳化硅(SiC)的表面聚焦于晶圆材料内部,在所需要的深度形成改质层(也就是定向确定改质层),再施加一定的外力,从而实现晶圆的剥离。由于晶圆表面没有切口,因此可以实现较高的加工精度。但是,因碳化硅(SiC)材料的特性,要定向的形成激光改质层,则需要每次加工一片,必须进行材料表面的研磨抛光工作,此技术的目前瓶颈点在此。
纳秒级别的脉冲激光器的激光隐切工艺已在其它工艺中应用于分离硅(Si)晶圆和切割石英等材料(主要是滤光片的激光隐切和裂片工艺)。然而,在激光隐切加工碳化硅(SiC)的过程中,由于脉冲持续时间远长于碳化硅(SiC)中电子和声子之间的耦合时间(皮秒量级),从而产生较大的热效应,晶圆的高热量吸收不仅使材料晶向发生偏移,而且会产生较大的残余应力,导致断裂和不良剥离偏移。因此,在加工碳化硅(SiC)时一般采用超短脉冲激光器来实现激光隐切工艺,热效应可大幅降低,但是,设备成本也因此直线上升,超快激光器(皮秒、飞秒)的价格是纳秒激光器的数倍。

早几年前,日本Disco公司研发出了一种称为关键无定形黑色重复吸收(key amorphous-black repetitive absorption, KABRA)的激光切割技术,以加工直径6英寸、厚度20 mm的碳化硅(SiC)晶锭为例,将碳化硅(SiC)晶圆的生产率大概提高了四倍。KABRA工艺本质上就是将激光聚焦在碳化硅(SiC)材料的内部,从而实现“无定形黑色重复吸收”,从而将碳化硅(SiC)分解成无定形硅和无定形碳,并形成作为晶圆分离基点的一层黑色无定形层,吸收更多的光,从而能够很容易地分离晶圆,也就是我们国内说的激光改质切割。此项技术我们国内基本与日本Disco基本持平,说谁先进,只是名称不一样而已。
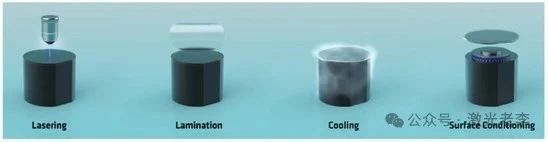
被英飞凌收购的Siltectra公司研发的冷切割(Cold Split)晶圆技术,就是采用了超快激光器(皮秒、飞秒的低热损伤)技术,不仅能将晶锭分割成晶圆,而且每片晶圆损失低至80μm(最终形成的切割道缝隙),使材料损失也大大减少,最终使得功率器件的总生产成本降低下来,这个技术就是典型的使用了超快激光(皮秒、飞秒)的技术路径。
冷切割技术分为两个步骤:先用聚焦后的激光照射晶锭形成剥落层,使碳化硅(SiC)材料内部体积瞬间发生分子的破裂膨胀,从而产生一定方向的拉伸应力而产生非常窄的微裂纹(沿着一定的晶向方向);然后快速冷却方法将微裂纹处理为一个主裂纹,最终将晶圆与剩余的晶锭分开,此种工艺方法早在2017年国内已经应用与蓝宝石的激光切割或者近几年比较火爆的剥离切割行业,用的切割头就是采用了皮秒激光器的特性。2020年就有第三方对此技术进行了评估,测量分割后的晶圆表面粗糙度Ra小于3µm,最佳结果小于2µm,这个数据,放到2023年的国内的话,此项评估已落后国内的激光剥离技术。
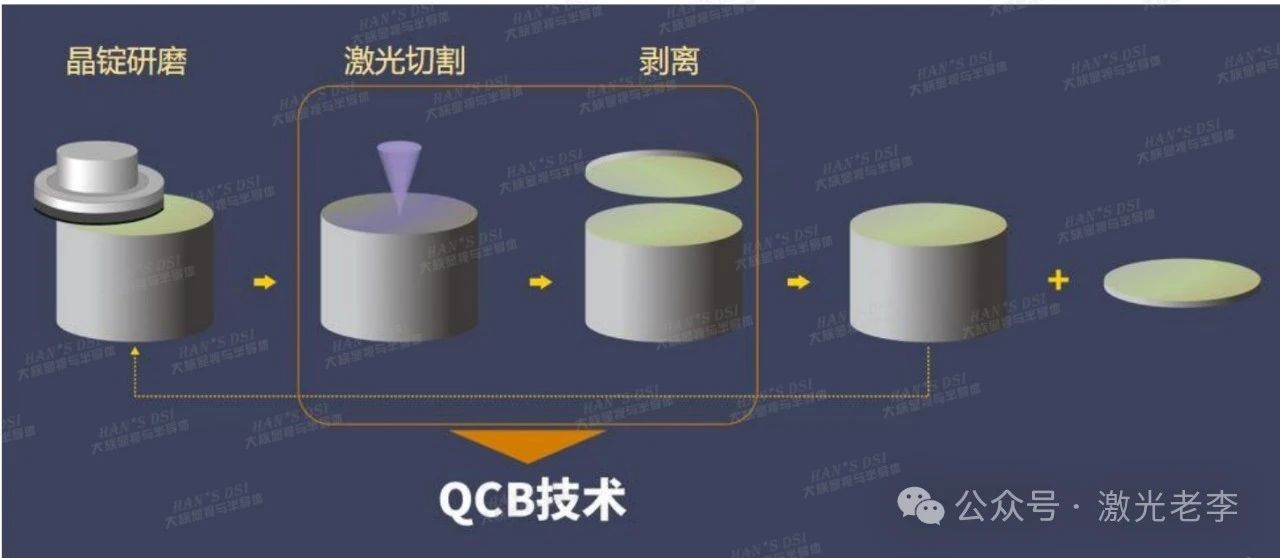
国内大族激光研发的激光改质切割(QCB技术超快激光切割)依然是采用超快激光器(皮秒、飞秒)进行激光剥离的技术,应该是源于日本Disco的激光隐切和Siltectra的技术路径的结合,该过程同样是使用聚焦后的精密激光束在晶圆内部形成定向深度的改质层,再对晶圆通过外加应力,沿激光切割后的剥离路径,完成精确分离。其实,此项技术早在2020年已经在光伏行业的激光切割裂片行业得到了广泛使用,只是更换了超快激光器,从而可以在皮秒激光器的加持下,实现材料分子键的断裂。
(4)、砂浆切割(四川成都半导体微组装设备自动化)
目前国内厂商已经掌握了砂浆切割碳化硅(SiC)技术,但砂浆切割损耗大、效率低、污染严重,正逐渐被金刚石线切割技术和激光切割技术迭代,大家关注的相对较少而已。
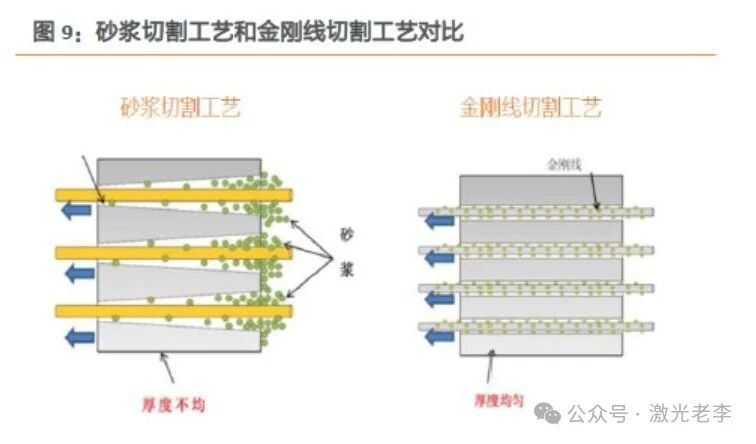
与此同时,激光切割的性能和效率优势突出(切缝更小,一般<150μm),与传统的机械接触加工技术相比具有许多优点,包括加工效率高、切割道窄,是取代金刚石线切割技术的有力竞争者,为碳化硅(SiC)等下一代半导体材料的应用开辟了一条新途径,甚至作为终极半导体的钻石切割的一种主要新工艺。
随着技术的不断发展,碳化硅(SiC)衬底尺寸不断增大,碳化硅(SiC)切割技术也在快速发展,高效高质量的激光切割将是未来碳化硅(SiC)切割的主要趋势。
更多的四川半导体微组装设备资讯请联系:18980821008(张生)19382102018(冯小姐)
四川省微电瑞芯科技有限公司http://www.wdrx-semi.com/




