本标准(SJ 21453-2018)规定了军用集成电路陶瓷封装金丝键合工艺的一般要求、以及对原材料、设备、工艺流程、关键控制点及检验的详细要求。(军工微组装)
适用于军用集成电路陶瓷封装芯片与陶瓷外壳键合区的金丝键合工艺。(四川半导体设备)
常用设备、仪器和工装夹具
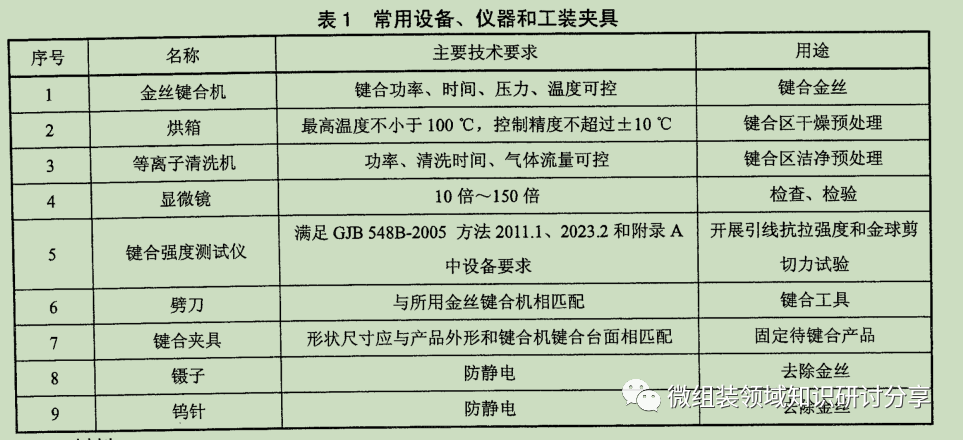
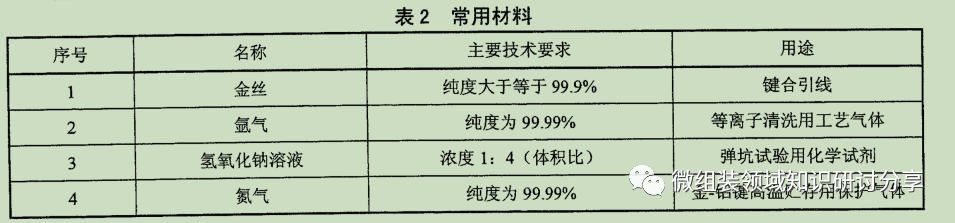
金丝键合工艺所使用的材料和要求见表2
详细要求
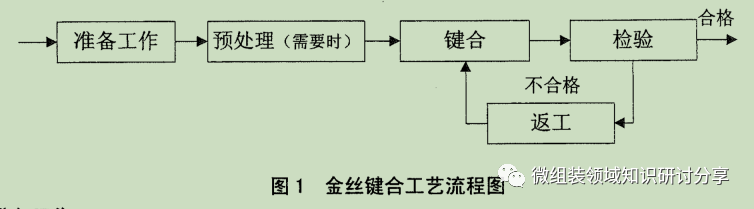
工艺流程:
准备工作
文件准备:工艺人员应准备工艺规范、检验规范、作业指导书等文件。
来料准备,具体要求如下(四川微组装设备厂家)
工艺人员应按照工艺文件核对金丝、劈刀、电路等来料的型号、数量、批号等;
金丝表面应干净无可见凸点、无杂质沾污、无皱折、无锈斑、无划痕;
金丝线轴及线轴的凸缘应干净、无变形、无操作,退绕方向应正确;
劈刀端部压焊区、送线口等部件应无损伤、无凸起、无脏物堵塞;
待键合的电路应是按照SJ21448(集成电路陶瓷封装 键合前检验要求)进行检验并合格的产品
键合机准备,主要包括完成金丝的穿线、劈刀的安装和键合机状态的检查,具体要求如下:
根据产品的封装工艺文件,选用指定直径、型号的金丝,并将已选用的金丝按照键合机设备手册上的穿线路径穿出;
综合考虑金丝直径、焊盘尺寸和焊盘间距等因素,选择合适的劈刀(表3为球焊用劈刀尺寸的推荐表,表4为楔焊用劈刀尺寸推荐表),并按照键合机设备手册上的步骤完成劈刀的安装;
开启键合机的电源、压缩空气开关,检查键合机的状态,超声波频率、换能器阻抗和工作台温度应符合键合机设备手册上的范围要求;


预处理
金丝键合前,可根据键合区表面状况选择对待键合产品进行预处理,预处理包括干燥预处理和洁净预处理,具体要求如下:干燥预处理:根据产品的尺寸、材料特性等选择合适的温度进行预烘,预烘温度应低于装片固化温度。装片固化后刚从固化炉中取出的产品可不进行预烘处理;
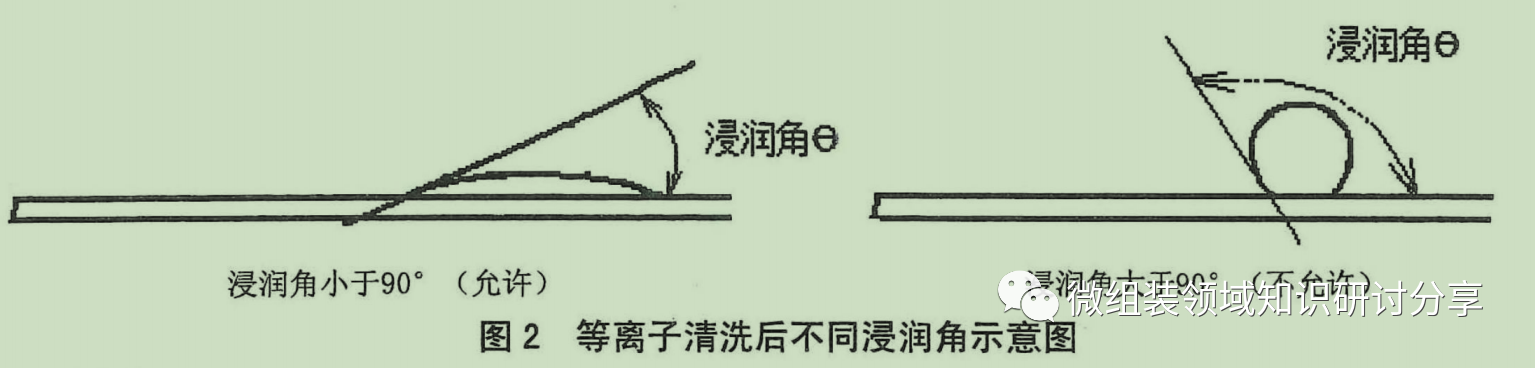
洁净预处理:选用等离子清洗机进行清洗以提高键合区的清洁度。清洗后,当清洗界面与去离子水的浸润角大于90度时,需调整工艺参数,直到达到清洗要求,浸润角示意图如图2所示
键合(手动键合机)
通则
对于陶瓷封装产品的金丝键合工艺,其参数包括键合功率、键合压力、键合时间、键合温度。键合工艺参数的设置和调整,应根据键合点形变、键合引线抗拉强度等的测试值来进行设定,同时应考虑弧线高度、劈刀尺寸、键合区尺寸及其厚度、键合区材料、键合引线特性等众多因数。
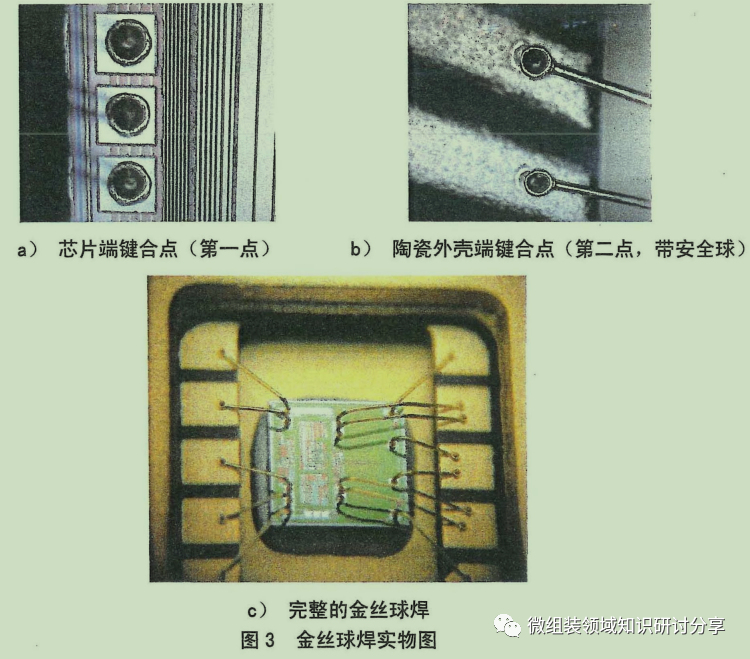
金丝键合包含金丝球焊和楔焊,对应的标准键合工艺路径为:金丝球焊:在芯片焊盘处形成第一键合点,第二键合点则是位于陶瓷外壳的键合区,第二点为月牙形,为提高键合强度,可在月牙形键上再键合一个金球(安全球),如图3所示。
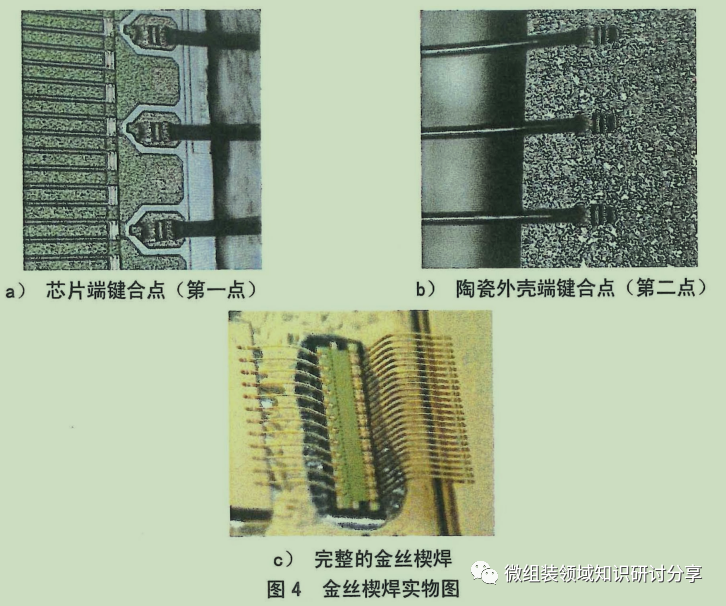
金丝楔焊:在芯片焊盘处形成第一键合点,第二键合点则是位于陶瓷外壳键合区,详见图4
芯片上键合(四川微组装设备)
键合点形变
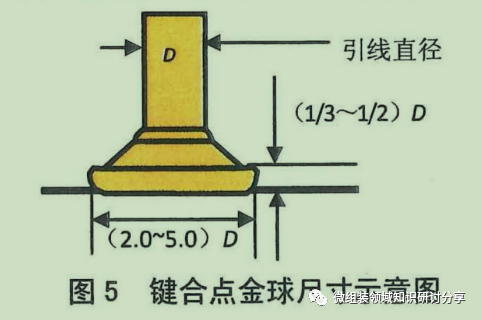
设备键合机参数,使键合点形变控制满足以下要求:针对金丝球焊,键合点金球直径应为金丝直径的2-5倍,压塌厚度应为金丝直径的1/3-1/2,如图5所示
针对金丝楔焊,键合点形变应满足SJ21454中4.4.2的要求
位置精度
控制键合点位置,位置精度应满足以下要求:芯片上的键合点应保证75%(楔焊键不包括尾丝)以上的部分在芯片焊盘内;
针对金丝球焊,键合点金球的引出线应在球的周线内,引出线中心应在芯片焊盘边界内;
针对金丝楔焊,除公共导线外和键合区外,芯片上键合点(包括尾丝)与无钝化层覆盖的金属化层、划片线槽、另一条金丝、另一条金丝的尾丝之间的水平距离应呈现出一条明显的分隔线,且间距缝隙应大于2.5um;
陶瓷外壳上键合
键合点形变
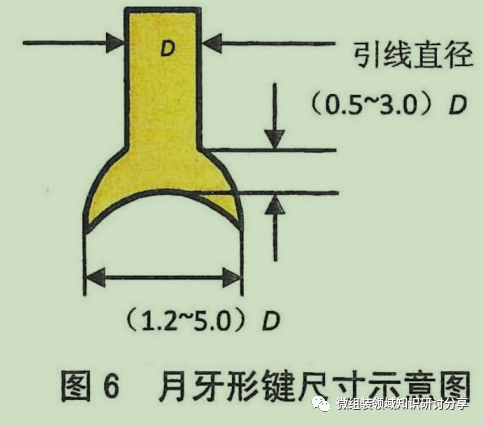
设置键合机参数,使键合点形变控制满足以下要求:针对金丝球焊,如图6所示,月牙形键合的宽度为金丝直径的1.2-5.0倍,长度为金丝直径的0.5-3.0倍;
针对金丝球焊,月牙形键合处刀具压痕应完全覆盖整个金丝宽度;
针对金丝楔焊,键合点形变应满足SJ21454中4.4.2的要求
位置精度(微组装工艺技术)
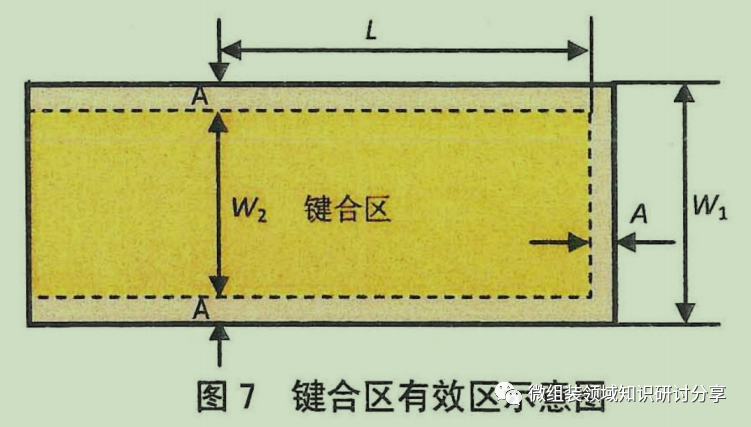
控制键合点位置,位置精度应满足以下要求:键合点应位于陶瓷外壳键合区有效区内:
键合有效区为:W2*L,如图7所示,W2=W1-2A,L=键合区总长度2/3-A,其中A=W1*10%,W1为键合区宽度键合位置应平坦、清洁、无异物
键合弧线高度
键合弧线高度控制应满足以下要求:金丝与金丝之间(公共引线除外)、与另一键之间、与未被玻璃钝化层覆盖的工作金属化层之间以及与封装外壳的任一部分(包括封装后封帽封接平面)之间的距离d应大于等于1.0倍金丝直径(B级)或2.0倍金丝直径(S级)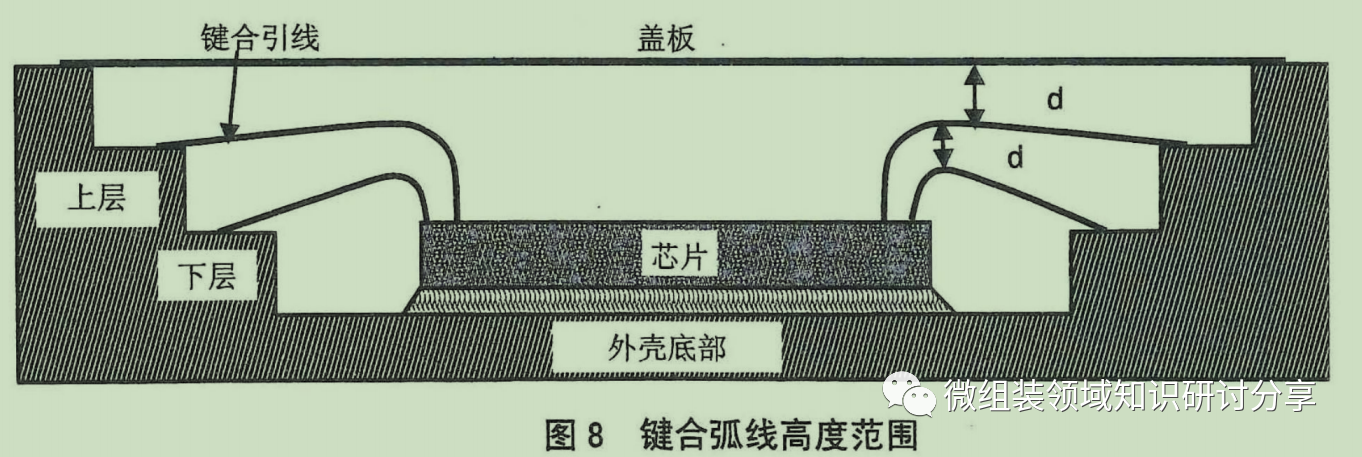
键合线交叉
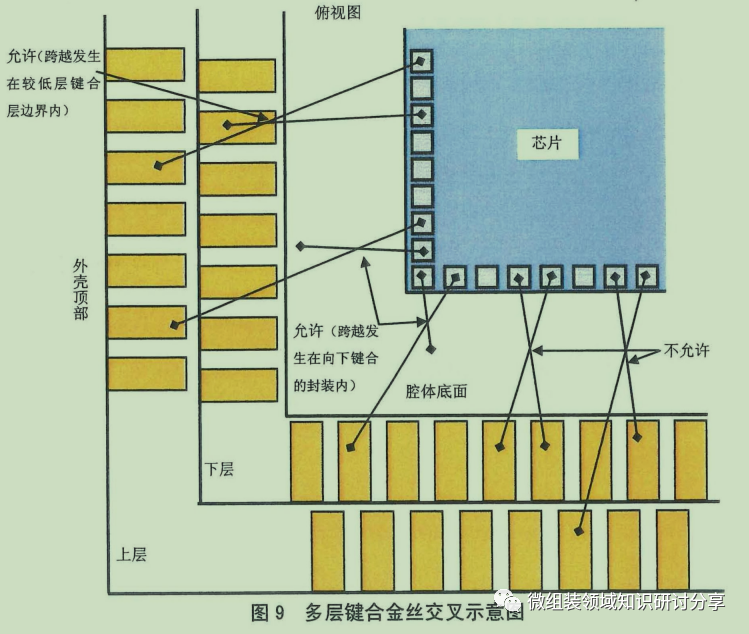
控制键合金丝排布,防止出现交叉短路,如图9所示,具体应满足以下要求:金丝键合时,应避免出现金丝交叉或跨越(公共引线除外)
对于多层封装,允许跨越发生在较低层引线键合层的边界之内或向下键合的封装内,且两者之间的最小间隙应大于2.0倍金丝直径。对于任何单独封装腔体,金丝不能与一根以上的其他金丝发生跨越,此种跨越不应多于4处或金丝总数的10%,取其大者;
当电路设计无法避免出现金丝交叉时,可采用真空涂镀进行保护或使用绝缘金丝等方式实现
关键控制点
芯片焊盘金属化层强度的评价
进行金丝键合前,应对该批次芯片焊盘金属化层的强度开展评价试验,具体评价要求如下:抽取3只芯片,选择合适的基板进行贴片,用金丝将焊盘逐个键合起来,不足22根引线的加大芯片抽取数。使用22的抽样方案进行焊盘表面金球的抗剪切(球焊)或抗拉(楔焊)强度测试,键合区不应出现脱落现象。
对下方有多层布线的芯片焊盘,键合完还必须进行弹坑检测,弹坑检测是通过化学药品对键合区的铝层进行腐蚀,然后在显微镜下观察硅层或电路层是否被损伤,如有损伤需重新优化键合参数直至合格;
对于用于宇航的封装电路,如果在芯片端用到金-铝键合,必须通过专门的工艺鉴定,工艺鉴定试验至少包括高温贮存、扫描电子显微镜检查和引线抗拉强度。
外壳键合区镀金层评价
进行金丝键合前,应对该批次陶瓷外壳键合区的镀金层开展评价试验,具体评价要求如下:抽取3只陶瓷外壳,用金丝将键合区逐个键合起来,不足22根引线的加大外壳抽取数;当进行键合强度试验,镀金层不应出现脱落现象。键合点形变的控制
对键合点形变的要求应严格,如不满足,应及时调整和优化键合参数,包括键合温度、键合功率、键合压力和键合时间,直到符合键合点形变要求。检验
首件检测
对于军品电路的金丝键合应进行首件检测;
首件检测合格后才能进行电路的批量键合;
首件检测内容包括:键合引线分布检查(与键合图纸是否相符)、键合点形变检查、键合点位置检查、键合弧线检查、键合引线拉力测试;
首件的检测应由键合检验人员进行检测;
键合过程中如更换劈刀应进行键合点形变、键合弧线、键合拉力的检测,合格后才能进行键合;
采用全自动设备进行金丝键合时,在更改键合程序后,应重新进行首件检测。
外观镜检
键合完成之后应100%进行外观镜检;
引线分布、键合点位置、键合点形貌等应按照GJB548B-2005方法2010.1中的要求开展检验
键合工艺检测(四川微组装半导体封装检测)
金丝键合工艺检测要求如下首件必须进行引线抗拉强度检测;
破坏性引线抗拉强度按照GJB548B-2005方法2011.1进行;
非破坏性抗拉强度按照GJB548B-2005方法2023.2进行;
金丝球焊键合应进行金球剪切力测试
返工
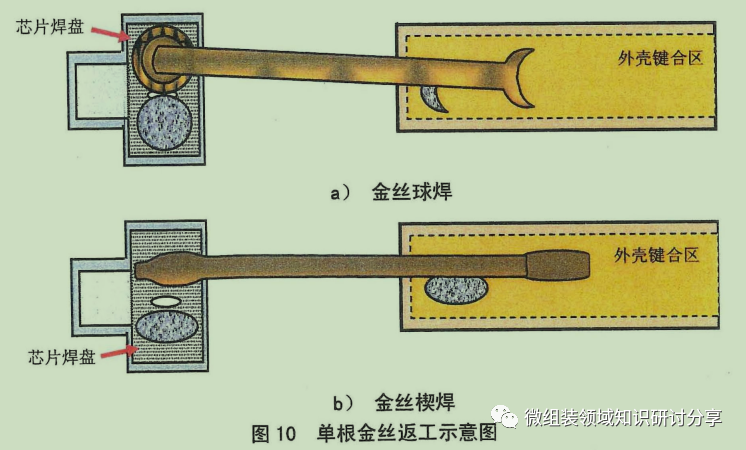
当键合金丝损伤或键合点不符合要求(如键合点形变不足或过大、焊盘上有异物等)时,应对该金丝进行重新键合的返工,返工时应满足以下要求:陶瓷外壳键合区和芯片焊盘上均留有足够的可键合空间重新进行一次键合,否则不能返工;
返工前,应先用镊子和钨针去除需返工的金丝,包括键合区上的残金;
返工应沿用本批次键合设备、键合材料和键合参数,键合点应偏离原键合点位置,如图10所示
标识、转运贮存
标识
需对键合工艺流程中的产品进行状态标识,包括待键合、待检、已检和不合格转运
产品加工完,转交下一个工序宜将产品整齐地平铺在转运容器中,必要时进行分隔,防止产品间发生碰撞损伤;
转运容器表面应洁净、光滑,不能有油污、灰尘、异物等污染源;
转运容器应由无腐蚀的材料制成,具有适中的硬度能够保护产品,并具有静电防护功能;
产品加工完转交下一个工序应保证产品无损坏和污染。
贮存
键合后的电路应整齐地平铺在专用的容器中,并存储在受控环境中记录
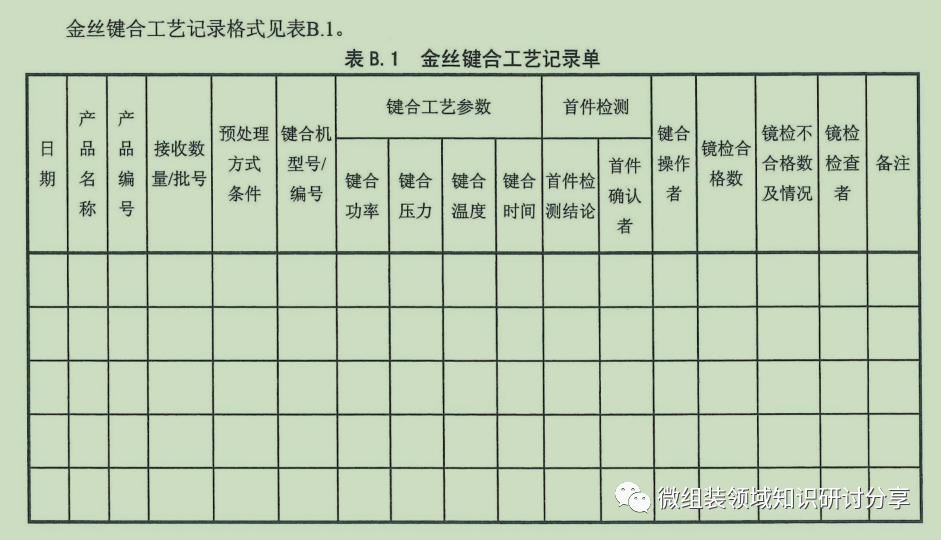
需按规定格式填写金丝键合工艺记录单。金丝键合工艺记录单应清晰整洁。金丝键合工艺记录应至少包括日期、人员、产品名称、批号、工艺参数等,格式如表B.1
更多的四川半导体微组装设备资讯请联系:18980821008(张生)19382102018(冯小姐)
四川省微电瑞芯科技有限公司http://www.wdrx-semi.com/




