据半导体行业协会调研数据,目前中国市场上国产芯片自给率不到10%,半导体材料的国产化情况也大致如此,从硅晶圆、光刻胶、塑封料、DAP胶膜到键合线、焊锡料等,基本上都被美日欧厂商所长期垄断。
功率器件封装用焊料尤其是高端焊料方面,外资厂商也依然处于垄断地位,约占市场份额的90%左右。这些外资厂商主要有美资铟泰、德资贺利氏和浦发、日资千住金属以及日本半田等。
在美国限制华为等中国公司获取芯片的贸易战背景下,从上层管理者到半导体业界都深刻认识到国产替代的重要性,努力实现半导体材料的国产化。因此,外资厂商长期垄断半导体封装焊料市场的现象正逐渐被打破,国内焊料厂商抓住机遇、积极布局,尤其以华庆焊材为代表的国产高端焊料厂家,凭借二十多年积累的产品研发技术和经验,成功研发出了多款性能优越的功率半导体焊接用焊料,赢得了客户青睐并占据了一定市场份额。
目前,功率半导体封装工艺用到的焊料主要有焊锡膏、焊线和预成型焊片等形态。本文限于篇幅,同时结合国内焊料的研发进度以及我司的技术优势,将着重探讨焊锡膏和预成型焊片的国产化研究。全文分以下五个方面:
(1) 功率半导体的特点及发展趋势。
(2) 我国半导体封装用焊料的发展。
(3) 功率半导体封装对焊料的要求。
(4) 功率半导体焊料的国产化研究与应用。
(5) 封装焊料发展的前景展望和课题。
1 功率半导体的特点及发展趋势
功率半导体器件(Power semiconductor device)也被称为电力电子器件,是电子装置电能转换与电路控制的核心。其作用是在高电压或大电流条件下,改变电压和频率,或将直流转换为交流、交流转换为直流等形式的电力转换,包括变频、变压、变流、功率放大和功率管理等。
功率半导体器件通常有三类产品形式,一类是电源管理IC,一类是功率模块,还有一类是功率分立器件。早期的功率分立器件有大功率二极管和晶闸管等,后期的功率分立器件主要是以MOSFET为代表的新型功率半导体器件,如VDMOS、LDMOS,以及IGBT。(参考图1)
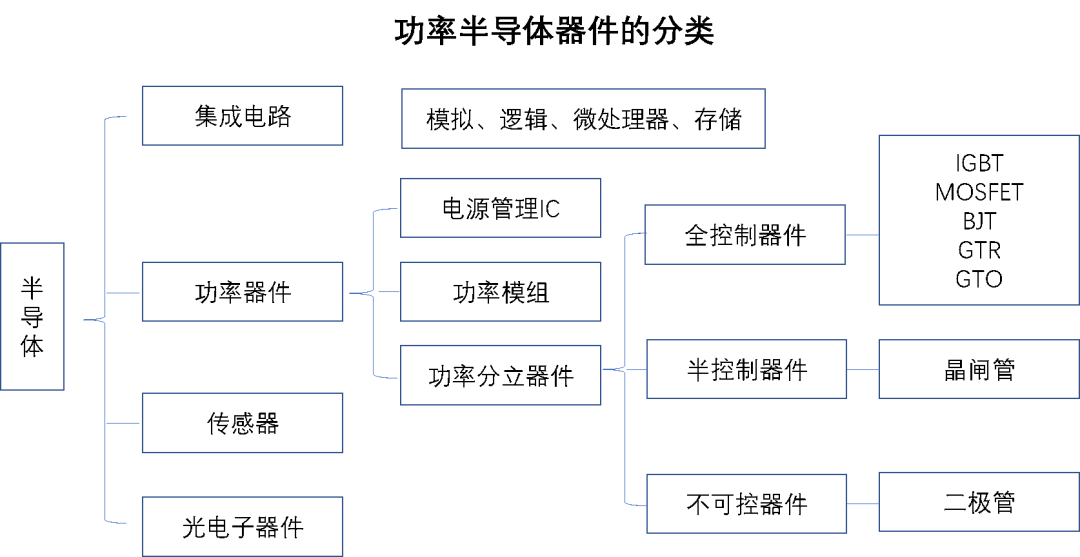
图1 按照载流子性质不同的分类
功率半导体器件广泛应用在家电、计算机、消费电子、汽车电子、新能源、轨道交通、电力设施(发电、变电、送电)等方面。随着电动汽车的发展、推广、普及,太阳能、风力、水力、地热等绿色能源的使用,以及地铁、动车等现代交通工具的建设等,市场对高性能功率半导体器件的开发需求也越来越强烈。
由此,功率半导体器件的发展呈现两种趋势,一种趋势是向小型复合化、高集成、高密度发展,如车载传感器多个部件(感知、信号调整、A/D转换、微处理器等)的IC化;另一种趋势是向实现更高的电压和更低的损耗方向发展,如新型塑封料、碳化硅、氮化镓、硒化锌等宽带半导体材料在功率半导体上的应用。
另外,随着人们对环境保护的重视加深,包括功率半导体在内的半导体封装用材料以及封装工艺都被要求绿色环保,如无铅化、无卤化,又如清洗液的无毒化等。
2 我国半导体封装用焊料的发展
从1957年我国中科院半导体所成功研制出锗二极管开始到今天各种形式的半导体产品的应用,焊接形式也从用焊锡丝的手工焊接,经历波峰焊、回流焊、激光焊、超声波焊到使用焊锡膏、焊锡片的真空焊接等。(我司是一四川半导体设备,四川微组装设备,四川实验室检测设备集成供应商,供应:真空回流焊,在线真空炉)
同时,焊料业界根据半导体产品不同特性和焊接工艺的需求,开发了合金、形态、熔点、性能等各不相同的焊料。就功率半导体封装工艺而言,目前用到的主要是焊锡膏、焊线和预成型焊锡。其中,焊锡膏和预成型焊锡占比较大,为80%左右。从焊锡合金而言,焊锡膏和预成型焊锡用到的合金主要有以下几种。
有铅合金有Sn63Pb37、PSA525(Pb92.5Sn5Ag2.5等。无铅合金种类较多,如:以Au80Sn20为代表的金锡系列、以SAC305为代表的锡银铜系列、以Sn88Ag3.5In8Bi0.5为代表的锡银铟铋系列、以SnSb5、SnSb10为代表的锡锑系列、以Sn42Bi58为代表的锡铋系列等。
此外,为了改变合金材料的某些性能,通过改变合金比例或者添加微量元素开发出的新型合金也有很多,恕不一一列举。(我司是一家半导体设备公司,半导体设备厂家,四川微组装厂家,拥有我们自己的微组装生产线,供应:半导体微组装设备,军工微组装设备,微组装自动化设备。合作请联系:18980821008微信同号)
3 功率半导体对封装焊料的要求
功率半导体器件的封装制造过程,不仅需要考虑到焊料的印刷性(点涂性)、焊接的可靠性、助焊剂残留的清洗性、助焊剂残留和塑封料的兼容性等,还需要考虑到功率器件的大电流、高发热量、超高功率的特性。功率器件向着更小晶粒面积发展的趋势能带来性能和成本方面的优势,也会带来散热方面的劣势;向更高的电压和更低的损耗方向的发展,则要求焊接层有更小的空洞率。功率半导体的发展趋势和封装工艺特点给焊料带来了一些新的课题和要求,具体体现在以下几个方面。
3.1 更高的可靠性
3.1.1高可靠性合金和新型焊接工艺的采用
金锡合金的焊料由于成本太高,一般用于军工、航天电子,很少用于民用产品中。锡银铜系列和锡锑系列作为无铅焊料,近年在功率半导体产品上得到了较大推广。很多厂家一次回流采用锡锑合金,二次回流采用锡银铜合金,以解决二次回流时的焊点再熔问题。
汽车领域用的功率半导体器件,焊接材料性能需要解决器件中金属件(或材料)的疲劳问题。例如,器件的封装基板与焊料相接的部位,受到长期振动冲击和冷热循环后易出现破断,这需要通过高可靠性合金得以解决。
锡银铟铋(Sn88Ag3.5In8Bi0.5)合金熔点比SAC305更低、可靠性更好,虽然价格稍微高一些,想必会得到一定程度的应用。
3.2更低的空洞率
功率器件制程中非常重视的问题是空洞不良,尤其是大的散热焊盘会出现较大的空洞,其阻碍热传导,从而造成功率器件的失效、降低功率器件的使用寿命。
对于空洞大小,虽然并没有一定的工业标准,业界普遍的认知是:一般电子产品空洞面积的要求是25%以下,汽车电子希望控制在10%以下,而半导体封装则要求更小的空洞,依客户和产品不同,有的客户要求单孔小于1%,总孔小于2%。
3.2.1空洞的产生机理
助焊剂中的溶剂以及焊锡熔化过程中产生的水汽在排出过程中,因熔融焊锡表面的张力以及冷却作用,排出受阻被封闭在焊点内就形成了空洞。
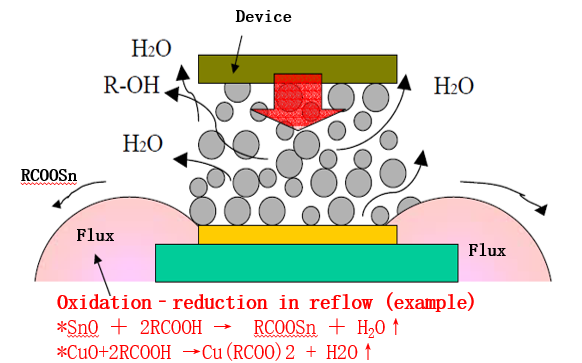
图2 空洞产生原因的示意图
3.2.2真空焊接对空洞的抑制效果和影响
功率半导体器件随着芯片尺寸不断增大,焊接空洞随之增加,使用常规工艺已很难将空洞率控制到理想水平,使用真空工艺能有效抑制空洞产生。下图3显示6温区真空回流的结果,锡膏为华庆CS500A-SAC305。
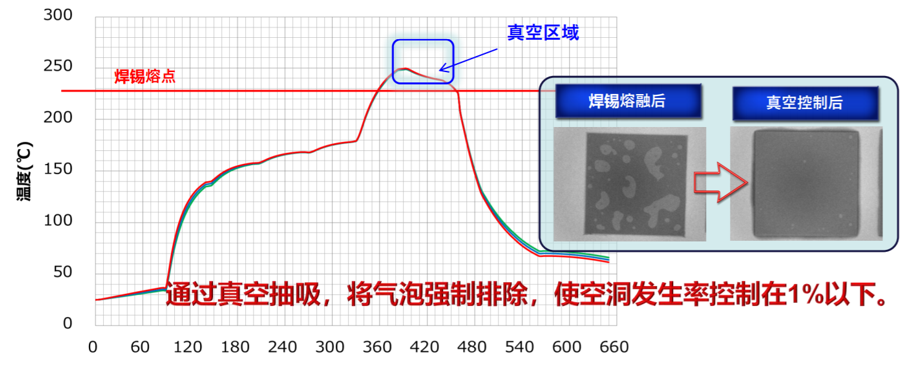
图3 真空对抑制空洞的说明
空洞的大小还受真空度的影响,真空度越高空洞发生率越越低。(如试验数据 图4)
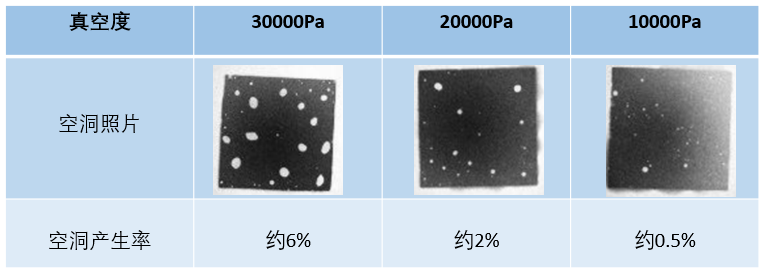
图4 真空度和空洞发生率的关系
另一方面,在高度的真空环境下,空洞的排出会加剧助焊剂的飞溅。抽真空的速度越快、真空度越高越容易产生飞溅。所以要根据锡膏特性分阶段控制抽真空的速度。
3.3无铅化的深化
功率半导体封装焊料所使用的有铅合金中, Sn63Pb37由于RoHS指令的限制,逐步被无铅焊料所取代;而PSA525(Pb92.5Sn5Ag2.5)、PSA82(Pb10Sn8Ag2)等高铅接料因Pb含量超过 85%,目前尚属于豁免项目。豁免是因为还没有研发出可以完全替代的无铅焊料,但无铅化势必是今后一个明确而坚定的发展方向。
3.4无卤化
卤素不仅具有致癌性,对内分泌系统和免疫系统有不良影响,焊接后的卤素残留在热分解过程中产生的氯离子还会对封装中的金属产生腐蚀。这种对功率器件的电气电路,特别是对焊点的腐蚀,将会产生传输信号的负影响。所以一般要求焊料的无卤化(不添加卤素或者属于无卤产品),无卤产品的定义是氯素溴素的含量分别低于900 ppm,合计低于1500 ppm。
3.5更好的清洗性
功率半导体器件在粘晶后通常需要打线和塑封,助焊剂残留或飞溅的助焊剂如果不能清洗干净,则会导致后道“打线”(Wire Bond)及塑封的失效率大幅上升。这使得功率半导体封装用锡膏不同于常规SMT锡膏,对清洗性有极高要求,尤其需要抑制焊接过程中的助焊剂碳化等。
免洗焊锡膏,由于减少了清洗工序和成本,也是今后发展的一个方向。但是,免洗锡膏需要解决的是助焊剂的极低残留量,以及助焊剂残留和塑封料之间的兼容性。
3.6清洗剂的绿色环保化
业界目前普遍使用的清洗剂主要是卤代烃类,如:三氯乙烯、四氯乙烯、 (正)溴丙烷、五氟丁烷、卤化甲丙咪等。这些传统的清洗剂虽然清洗效果好,但会对自然环境和身体健康造成危害。其中,三氯乙烯和四氯乙烯已被列入了生态环境部办公厅2019年7月24日印发的有毒有害水污染物名录。
采用更加环保的清洗剂是大势所趋。环保型清洗剂目前主要有乙二醇醚、碳氢类,以及水基型(纯水、皂化水)等。和传统清洗剂相比,环保型清洗剂的清洗效果较差。这就要求对焊锡膏配方和清洗工艺进一步改进和优化。
3.7抑制漂移(移位、转角) 真空回流时在焊料张力的作用下,芯片会产生移位转角,当芯片重量相对较轻时,移位转角的发生概率甚至会达到50%以上。随着打线密度的增加,以往不太被关注的移位、转角问题也得到了特别重视。 4.国产化封装焊料的研究 基于上述功率半导体的发展趋势和对焊料的要求,华庆焊材经过长期研究并和国内知名半导体封装企业合作,突破常规焊锡膏配方设计思路,针对真空焊接特点,研发出了全新结构的助焊剂体系,推出了多款适合功率半导体封装用焊锡膏。新的配方体系在保证焊锡膏卓越印刷性(点涂性)、回流性、可靠性的基础上,极大地提升了助焊剂残留的清洗性能,完全解决了真空焊接残留物难以清洗的问题。 4.1 高温焊锡膏CS902-PSA525 在回流峰值温度高达400 °C的高温环境下,即使不使用真空工艺,常规高温焊膏的残留物因为碳化也难以清洗干净,在真空工艺下的残留则更加严重,基本无法清洗。 CS902-PSA525的清洗性能得到了极大提升,即使在410 °C的回流峰值温度下,使用正溴丙烷依然能将助焊剂残留清洗干净;如果在390℃的回流峰值温度下,采用半水基清洗剂也能清洗干净。请参考对比试验结果(图5)。

图5 清洗性试验结果
同时,CS902独特的助焊剂体系能通过控制熔融焊料的表面张力和流动性抑制芯片移位/转角。
4.2 无铅真空粘晶焊锡膏VR10-SAC305/SAIB
这款锡膏是专为IGBT焊接而开发的,尤其适合DBC和散热基板之间的焊接,同时能满足碳氢类清洗剂的清洗要求,且氯离子残留极少。
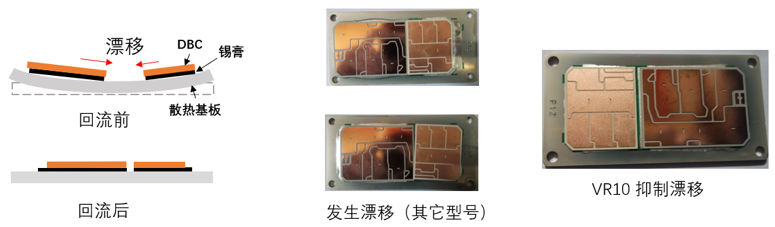
由于DCB(覆铜陶瓷基板)和散热基板的热膨胀系数差异很大,为了减少CTE(热膨胀系数)不同的影响,IGBT的散热基板通常做预弯曲设计(如图6)。预弯曲的散热基板增加了DCB焊接时移位的可能,甚至造成短路(如图7)。VR10 独特的助焊剂体系能通过控制的表面张力和流动性抑制芯片移位转角(如图8)。
4.3 预成型焊锡(焊锡片)
功率器件使用预成型焊锡有以下几个优点。1.能保证精准、稳定的焊料供给量;2.因使用较少的助焊剂,从而抑制空洞的产生;3.回流曲线和锡膏合金一致,温度曲线无需改变;4.有较宽的工艺窗口。
为了消除焊锡片以及焊接界面的氧化层,焊接时须要借助还原性的助焊剂或者还原性的气体。因而,焊锡片的应用一般有以下几种方式。
4.3.1.助焊剂+预成型焊锡。
在焊接界面上先涂敷一定量的助焊剂,再放置焊锡片。助焊剂可以促进芯片焊盘表面的润湿,有助于焊接,避免空洞的形成。
4.3.2.预涂敷焊锡片
不好的助焊剂涂敷工艺会影响到润湿性和空洞形成。华庆通过技术攻关,解决了助焊剂涂敷工艺的诸多难题,实现了更加均匀的助焊剂涂敷量、更好的平整度、更小的差异性变化,从而实现了出色的低空洞率。
4.3.3.焊锡膏+预成型焊锡片
经研究验证,当焊锡片占焊盘面积约80~85%、厚度为锡膏印刷厚度的50%左右时,可获得最优效果。建议将焊锡片压入锡膏内50~70%的深度,保证焊锡膏和锡片底部有充分的接触,避免器件发生倾斜或偏移。
4.3.4.洁净焊锡片+还原性气体
通常使用的还原性气体有甲酸、氮氢气体等。需要注意的是,甲酸、氮氢气体的浓度以及焊接时间长短会影响到焊锡片的润湿性和空洞的产生,需要根据产品和炉子性能的不同,具体优化工艺。
我们还研究发现,对焊锡片的物理改善和化学改善能极大抑制焊接空洞的产生。物理改善指改善锡片的加工工艺。一是采取真空保护,二是在压延时增加去除表面氧化的工序。化学改善指的是调整合金中的微量元素。微量元素对氧化膜厚度的影响主要体现在两个方面:(1)抑制生成的氧化膜厚度;(2)抑制加热时氧化膜的增长速度。这样,通过两方面的改善措施,锡片生成的氧化膜厚度可从8 nm降低到2.5~3 nm。其中,物理改善措施的贡献是3 nm左右,化学改善措施的贡献是2 nm左右。详细参见《IGBT半导体功率器件预成型无铅焊片开发及研究》。
5 功率半导体封装焊料发展的前景展望和课题
半导体封装焊料尤其是高端焊料,打破外资厂商垄断、推进国产化替代是当前形势所需,也符合半导体产业发展趋势。华庆焊材产品的研发和推出占领了先机、正逢其时。在这个过程中,我们得到了许多企业的支持和协助,在此深表感谢!我们相信,有更多企业、投资机构以及政府相关部门的支持,功率半导体封装焊料国产化这一项目必将顺利、快速推进,并对半导体芯片的国产化做出贡献!
论文摘自《第十五届中国高端SMT学术会议论文集》




