微波组件类键合(手动键合机)工艺技术要求对照标准(成都微组装设备公司)
一般要求
环境温度:在18-28度范围内
相对湿度:30-70%范围内
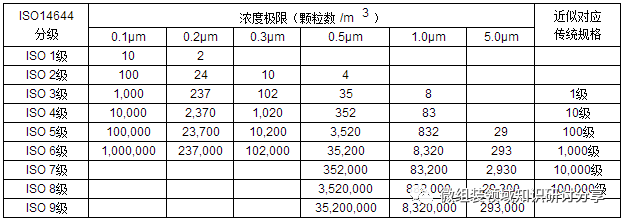
洁净度:符合GB/T 25915.1-2010中ISO7级(即为万级净化)的规定
材料(四川微组装设备公司)
主要材料
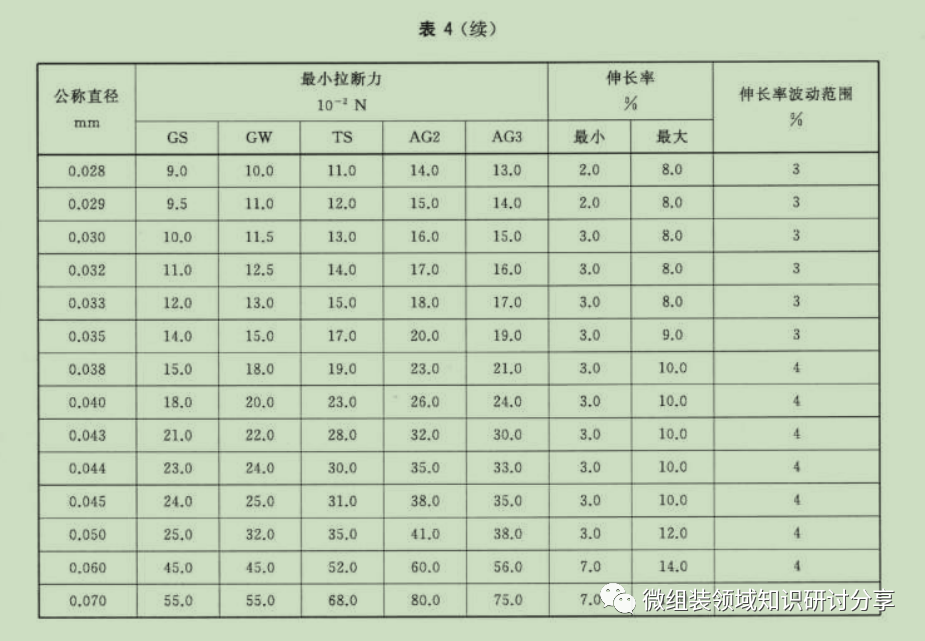
金丝(带),纯度大于等于99.99%,金丝表面洁净,无超过直径5%的刻痕、凹痕、划痕、裂纹、凸起和其他缺陷,应具有合格证明,并在规定的有效期内使用;力学性能满足GB/T 8750-2007的要求;

铝丝,需采用铝-1%硅的合金丝;应储存于氮气环境中;
芯片:芯片及需键合的元件上键合焊盘镀层良好,无起泡、脱落等现象;
基板与壳体
金丝(带)键合的键合区域镀层要求
优先采用镀镍-金结构,镍层厚度大于1.5um,金层厚度大于1.5um;
镀层与底层金属结合力良好;
镀层无起泡、脱落现象;
对于频率较高的微波组件,基板的键合焊盘可采用镀金结构;
铝丝键合的键合区域镀层要求
应为镀镍-金结构,镀镍层厚度为3-5um,镀金层厚度为0.05-0.5um;
镀层与底层金属结合力良好;
镀层无起泡、脱落现象;
设备
超声输出功率稳定,且超声功率大小可调,精度在+/-1mW
超声时间可调,精度在+/-1ms
加热台湿度控制精度优于+/-5度,工作温度范围在50-200度
键合压力可调,精度可达+/-1g
键合机可键合金丝直径范围17.5-80um,可键合金带范围为12.5*35um-25.4*500um
拉力/剪切力测试机
拉力可测试范围为0-100gf,控制精度+/-0.02gf
剪切强度可测试范围为0-500gf,控制精度+/-0.1gf
拉力/剪切测试机需配置显微镜或图像采集功能,显微镜放大倍数范围为10X-40X
拉力/剪切测试机需配置固定夹具
放大倍数为10X-80X
金相显微镜放大倍数为100X-200X
功率可调范围为200-1000W
时间可调范围为0-60min
最高真空度可达5Pa
详细要求(平行封焊机)
工艺设计要求
工艺方法选择
金丝键合应采用超声热压键合工艺;
金带键合可选用超声热压或热压键合工艺;
铝丝键合应采用超声键合工艺。
弧长
18um金丝键合引线弧长不应超过3mm;
25um金丝键合引线弧长不应超过5mm;
50um金丝键合引线弧长不应超过8mm;
大于或等于125um宽的金带弧长不应超过15mm。
腔深
通常可键合的腔深不超过15mm,如果因组件设计需要可增加腔深,但需要考虑引线键合工艺的可实现性。
间距
通常键合点距壳体或较高元器件距离应不小于0.8mm
高度差
18um,高度差应不大于2.5mm
25um,高度差应不大于4mm;
50um,高度差应不大于6mm;
大于或等于125um宽的金带,高度差应不超过10mm。
同一焊盘多引线
同一键合焊盘可键合多于一根引线,但引线间应有可见间隙(100X显微镜下检验)
键合点
键合点禁止点涂环氧胶固定
键合线弧度
两键合点间的引线应有一定弧度,禁止采用直线连接;
复合键合
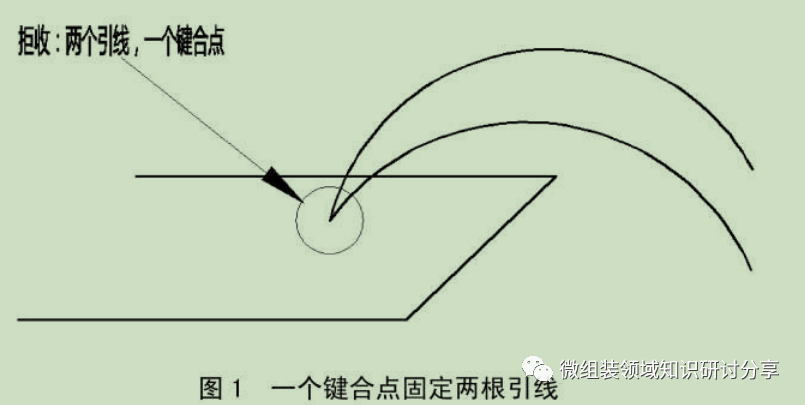
复合键合(Compound bond):一个键在另一个键上面所形成的单一金属键合,复合键合要求如下
不允许使用一个键合点固定两根引线(见图1)
第二次键合的接触面积应大于下层键合面积的75%;
不同的金属引线禁止采用复合键合(例如,不同的金属引线之间,但不包括键合区金属化层);
在原有的键合点上面不得有多于一个的键合点;
当设计上要求、技术上需要时,并得到鉴定机构或订购方的批准,可不按上面4条执行,但应严格控制工艺过程,且需提供可靠性验证的技术资料;
其他要求
不同金属材料的键合工艺要求如下
功率芯片禁止采用金-铝键合工艺;
慎用与芯片键合区金属材料不同的键合工艺;如果使用到不同金属材料的键合工艺,必须通过专门的工艺鉴定,工艺鉴定试验应至少包括高温贮存、扫描电子显微镜检查和引线键合强度测试。高温贮存试验样品应为密封的合格样品,试验条件为300度,24h;高温贮存后引线键合强度应满足GJB548C-2021方法2011.1的标准要求。
操作要求
工艺准备
检查技术文件的齐套性和现行有效性;
检查并确认设备状态符合要求;
检验并确认被键合区域表面状态符合要求;
键合前应将被键合的组件清洁干净,再借助等离子清洗清洁键合表面;
键合参数确认
首件样品制作
首件制作满足以下步骤
样品至少一个组件,应至少采用4个芯片,不足4个芯片的应采用多个组件,键合引线数量要求至少8根,如单个组件中键合引线数量未能满足要求,则需采用多个样品;
试键合过程根据键合点形变设置与调整键合参数
参数确认
首件制作应进行参数确认
采用破坏性测试方法测试键合强度,如果所有引线的键合强度都满足GJB548B-2005中方法2011.1的要求,键合参数合格。如果有一根键合引线强度不满足要求,则需调整键合参数、选取新样品再采用相同方法测试其同一键合位置(或同种元器件)的键合强度,直至首件检验合格方可批量键合;
根据键合强度失效类型分析原因并确定是否需要调整键合参数,失效分类如下
在颈缩点处(即由于键合工艺而使内引线截面减小的位置)引线断开;
在非颈缩点上引线断开;
芯片上的键合(在引线和金属化层之间的界面)失效;
在基板、封装外引线键合区或非芯片位置上的键合(引线和金属化层之间的界面)失效;
金属化层从芯片上浮起;
金属化层从基板或封装外引线键合区上浮起;
键合过程(手动键合机)
键合过程的要求如下
优先采用正向键合顺序,从芯片焊盘键合(第一键合点)到板或其他芯片焊盘键合(第二键合点),如图2所示:

键合过程中楔形键合点长度方向应与键合线呈直线;
焊盘位置空间允许条件下,键合点应全部位于键合焊盘内部;
两键合点高度差相差较大的应调整好显微镜焦距后再键合;
对于超声热压键合,在保证可靠键合的情况下,应严格控制超声时间与键合压力,如果键合设备提供劈刀加热功能,应借助劈刀的加热功能,提高可键合性;
键合机连续工作时间超过4h需重新进行参数确认
返工要求
芯片上键合的返工要求
需返工的焊盘上与焊盘结合不可靠的金丝(带)键合点应去除,结合可靠的金丝(带)应将键合点的尾丝去除;
焊盘露出底层金属处不允许再键合;
重新键合完全或部分位于另一个键、键尾或引线的残留物部分上或与其相交,交迭宽度应小于25%;
基板与壳体上键合的返工要求
基板与壳体上需返工的键合丝应去除;
基板与壳体上选择未键合区域重新键合;
检验要求
检验方法:30-80X显微镜下目检键合引线、键合点和键合区域。
检验详细要求
键合位置符合装配图要求,无错键、漏键;
键合引线的尾丝无延伸到或接触到任何非公共的、未玻璃钝化的有源金属区;
对于质量等级为H级的产品,芯片上无玻璃钝化的键合区内的有效键合面积大于50%键合点面积。对于K级,芯片上无玻璃钝化的键合区内金-金键合面积大于等于50%键合点面积,金-铝键合面积大于等于75%键合点面积。
键合点的尾丝长度不超过引线直径的2倍
楔形键合点形变要求如下
超声和热声楔形键合:键合点宽度在1.2-3倍引线直径,且键合长度>0.5倍引线线径,
热压楔形键合:键合点宽度在1.5-3倍引线直径,且键合长度>0.5倍引线线径
引线上的裂口切伤、刻痕弯曲或颈缩使金丝直径减少不得大于线径的25%,金带破损不得大于金带宽度的25%
键合强度检验
首件键合及筛选试验后键合强度满足GJB548B-2005方法2011.1中相应的最小键合强度要求;
金带按截面积计算相应圆引线的等效直径,以确定最小键合强度;
多余物控制要求
组件内部无多余键合引线;
键合点、键合区域及键合线上无多余物;
球形键合拒收判据
球焊键合的直径小于引线直径的2倍或大于5倍;
球焊键合的引出线不完全在球的周界内;
球焊键合的引出线中心不在键合区边界内;
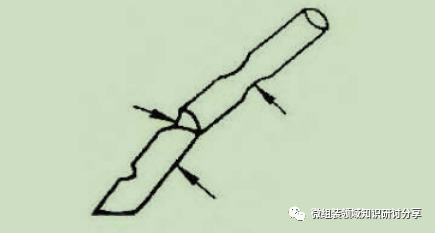
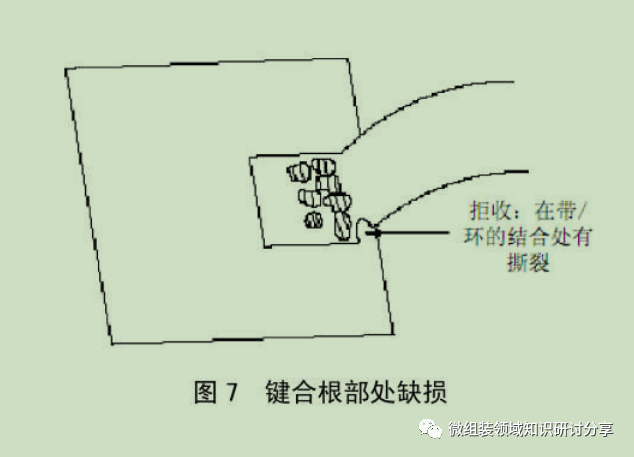
金带键合拒收判据
有效键合面积小于精确对准时的50%
键合尾丝长度大于带的宽度或者254um,取其较小者
键合根部处有缺损(如图7)
更多的四川半导体微组装设备资讯请联系:18980821008(张生)19382102018(冯小姐)
四川省微电瑞芯科技有限公司http://www.wdrx-semi.com/




